
Computer simulation has become increasingly visible in a wide variety of everyday contexts. In this issue, we introduce the simulations currently being explored within MIM processes.
Examples of simulation in MIM process development include powder mixing, feedstock flow during injection moulding, and density distribution. More recently, modelling studies have been advancing to analyze debinding and sintering deformation, incorporating factors that were previously omitted — such as gravity. When modelling this deformation process, general-purpose software is often insufficient, so researchers must first model the governing equations themselves, select an appropriate computing environment, and then execute the simulation. As the detailed content falls within a highly specialized domain, this article begins with an overview of the methods currently applied to the moulding and debinding/sintering processes.
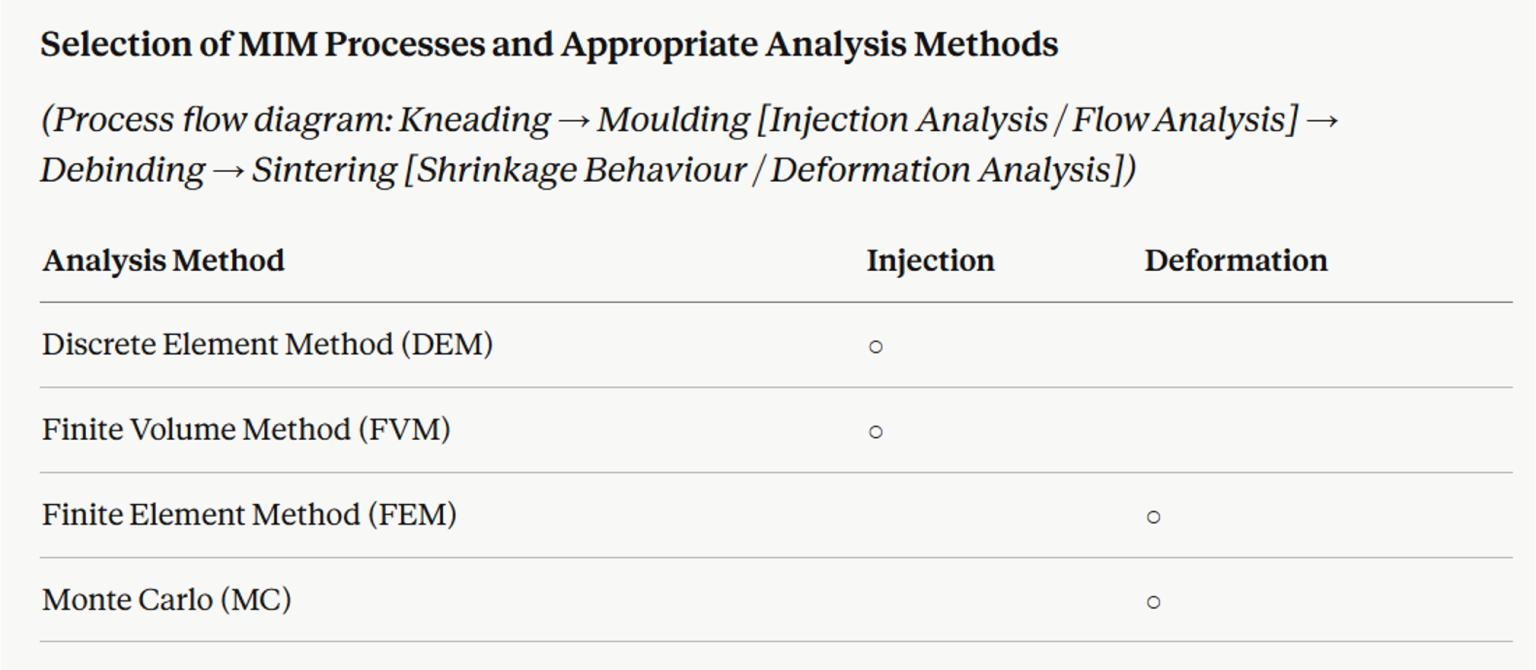
Selection of MIM Processes and Appropriate Analysis Methods
The key parameters of interest differ between the moulding and debinding/sintering processes in MIM. In the moulding process, attention is focused on the movement of feedstock within the mould, so injection analysis or flow analysis is employed. In the sintering process, attention shifts to shrinkage and deformation, so deformation analysis is employed. Each analysis further requires an appropriate calculation method. As shown in the table above, we apply the Discrete Element Method (DEM) and Finite Volume Method (FVM) for injection analysis in the moulding process, and the Finite Element Method (FEM) and Monte Carlo method (MC) for deformation analysis in the sintering process.
Previously, FVM — from the field of computational fluid dynamics — was the primary method used for injection moulding simulation. In addition to FVM, we have now also adopted DEM, and are investigating the development of an injection simulation that can connect seamlessly to the subsequent debinding and sintering simulation. DEM represents materials as an assembly of discrete particles, and calculates repulsive forces, friction, contact forces, gravity, and other inter-particle interactions using translational and rotational equations of motion. FVM is well suited to macroscopic analysis of stress and deformation across the entire moulded body, while DEM is better suited to microscopic analysis of factors such as powder uniformity within the moulded body.
Since microscopic analysis results have a significant influence on debinding and sintering simulation, great expectations are placed on DEM. At the same time, computation times are long and system sizes tend to grow large, making the development of efficient programs a central focus — and finding ways to build models within as small a system as possible is a key challenge for researchers and developers. Debinding and sintering process simulation is considered the most complex of all. Currently, our company is advancing joint research with a university to model sintering deformation using MC.
Analysis Case Study
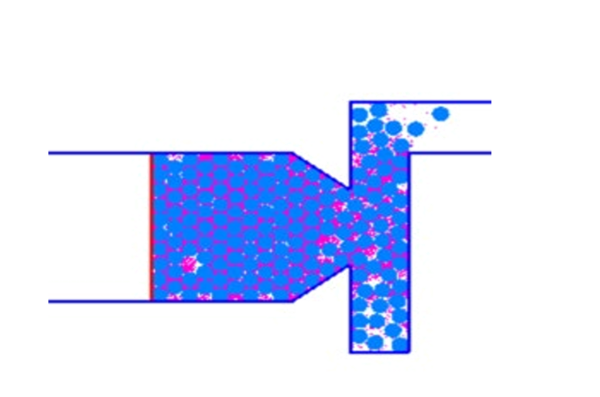
This image shows an example of DEM simulation analysis results during injection. The calculation models how MIM feedstock — a mixture of powder and resin — fills the mould cavity. The sizes of metal powder and binder particles were set as DEM particles for the analysis. Condition optimization is still required and some deviation from experimental results remains, but interesting findings have been obtained regarding the flow of metal powder and binder within the mould.
Download the PDF file
Conclusion
Cracking, slumping or blistering is commonly observed due to the binder swelling and/or residual stress difference between the surface and interior. It is possible to avoid these problems by selecting appropriate organic solvents and temperature control.
The catalytic deboning uses sublimation of binder, thus it is possible to decompose the binder in relatively short processing time with minimizing the deformation. However, with a strong acidic atmosphere, theapplicable metal material option is limited.
In the sintering process, the necking, which is bridging the metal powders by thermal diffusion, starts at the sintering temperature. Once the necking starts, the shrinking is observed and increases the density, thus before starting the necking reaction, all the organic components should be decomposed and gas between the powders should be removed. In the sintering process, the unwanted chemical reaction, such as oxidation or carbonization, leads to mechanical property loss, therefore a precise atmosphere control with low heating rate at the beginning of the process is required. Also, when it reaches the sintering temperature, some add it vegetal can be evaporated.